可怜的压铸机:因太快被中国掌握,痛失“工业明珠”资格
不过就是一次平平无奇的 " 认准目标,并坚持到底 " 罢了。
永远不要低估国家在产业发展上的眼光,也永远不要相信那些地摊文学上阴谋论和都市传说。
因为在我们国家,关于未来发展的种种设想,早就已经明明白白、公开透明地写在了各种规划和纲要文件之中。当下火爆的很多东西,实际上在四五年前就已经被纳入了发展规划当中。
比如,新能源汽车行业里的 " 一体化压铸技术 "。
2020 年 8 月,美国加州弗里蒙特的特斯拉工厂开始了第一台大型压铸机的安装工作。随后几个月,上海、得克萨斯、柏林的特斯拉超级工厂中也陆续部署了这种重型一体化压铸设备。
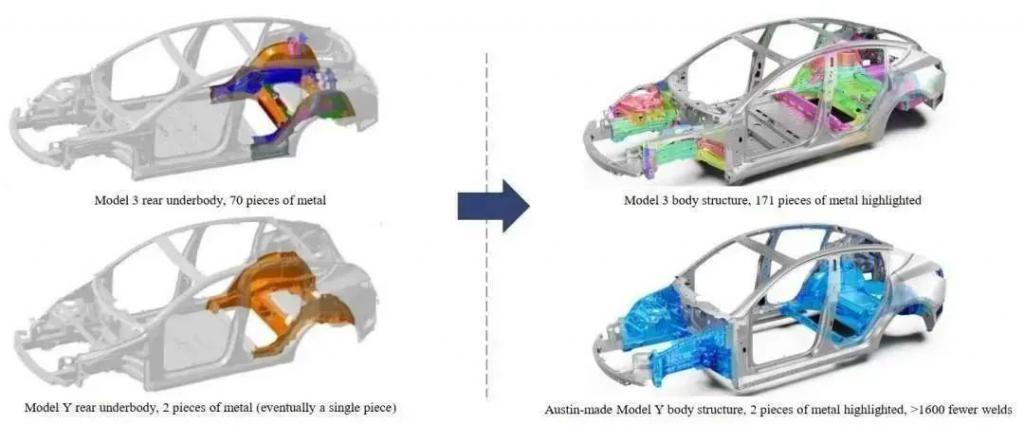
2020 年 9 月 22 日,马斯克骄傲地向全世界宣布,特斯拉 Model Y 将会采用一体化压铸的后地板总成,并宣称将降低 30% 的下车体的总成重量和 40% 的制造成本——特斯拉将用 2-3 个大型的压铸件来取代原先由 370 个零件组成的下车体总成。
可以说,压铸技术在汽车制造行业的运用是一次对传统汽车生产流程的 " 颠覆式创新 "。
在很多媒体的文章中,人们将这种制造模式的变革归因在了马斯克的灵光一现上——马斯克受到玩具车模型的启发,从而想到了将汽车一体成型的工艺,并最终将其实现。
这个说法很有趣,很有小时候睡前高水平小故事的味道。
但这么一个事关生产流程变动、潜在影响数百亿元规模的重大决策,你真的相信是马斯克灵机一动拍脑袋决定的吗?
反正我不信,而且我觉得马斯克的投资人们也不会相信。
实际上,至少对于中国来说,最晚从 2016 年开始," 压铸技术 " 就开始被频繁列入了国家级的工业发展规划之中。
2016 年 9 月,工信部就在《有色金属工业发展规划(2016-2020 年)》中就宣布要重点发展" 汽车发动机和内部结构件用铝合金精密锻件和铝硅合金压铸件 "。
一个月后,在《节能与新能源汽车技术路线图》中,工信部联合中国汽车工程学会又提出" 以铝合金、镁合金和碳纤维复合材料为重点,逐步掌握轻量化材料制造技术 "的总体思路。
又过了一个月,在 11 月出版的《工业 " 四基 " 发展目录(2016 版)》中,国家制造强国建设战略委员会将" 金属型压力铸造技术 "、" 铝及镁合金压力下铸造成型工艺 "、" 高强度铸铝合金材料 "列入了核心基础零部件、关键基础材料现金基础工艺、产业技术基础的发展目录。
到了 12 月,工信部、发改委、科技部、财政部联合推出的《新材料产业发展指南》中直接将" 节能与新能源汽车材料 " 列为 " 重点应用领域急需的新材料 "。
也就是说,2017 年春节前,为了 " 车用铝合金 " 和 " 压铸技术 ",我们的工业主管部门已经拿着大喇叭喊了好久了。
这就是行业大趋势,根本不是什么灵光一闪拍脑袋。
特斯拉高调部署的那台大型压铸机是全球首创不假, 特斯拉引领一体化压铸的风潮也不假, 但特斯拉的那台压铸机的品牌叫 IDRA(意德拉)。
而 IDRA,是中国企业 " 力劲科技 " 旗下的一个品牌。

今天,我们就来聊一下 " 压铸 ",这个新能源汽车行业里的重要技术。
01 被欧美供应商控制的 " 汽车制造 "
汽车制造其实并不单纯是汽车厂商的事儿。
你要写汽车制造,就不能只写车厂,你要写冶金工业,你要写机械加工,你要写仿真软件,你要写工业美学,你要写公司财务 ……
总之,对中国汽车工业来说,新能源的崛起是露出在水面上的 " 中国厂商击败外国厂商 ",而 " 压铸技术 " 则是水面之下、一般消费者很难感知的 " 国产替代 "。
被 " 压铸技术 " 所取代的,也不是一种产品,也不是一个品牌、一个厂商,而是一种模式。
从以前到现在,传统汽车生产基本可以分为三个阶段,时间节点分别在 1960 年和 2020 年。
1960 年之前,不论是汽车工业发达的欧美,还是当时汽车工业落后的中国,所有的车厂在制造商在 " 如何造车 " 这件事儿上都没有本质的区别,都是" 冲压 人工焊接 "模式。其实 1960 年之后到 2020 年,这个模式也没怎么变," 冲压 焊接 " 的模式依旧是主流中的主流,只是变成了" 冲压 机器人焊接 "。
所谓冲压,就是用压力机和模具让材料形成特定的形状——就像你用手锤打橡皮泥一样,给个方形的模具,锤出来的橡皮泥就是方的,给个圆的模具,锤出来的橡皮泥就是圆的(当然汽车厂的冲压机模具要复杂得多)。
汽车厂使用的冲压模具
冲压最大的好处是快速,压力机 "duang" 一下,零件就做好了;第二个好处是便宜,只要你有模具,材料放上去 "duang" 一下就 ok ——这就特别适合大规模生产。
但另一方面,想让冲压产品的生产又快又好又便宜,技术难度还是比较大的——模具、钢材、工艺等等都有很多难题要解决。
举个例子来说,苏联人最开始造 AK 的时候,机匣就用的冲压技术。只是当时苏联技术不过关,出了很多问题,不得已用只能用铣削技术去造机匣(用一大块钢材切出来一个机匣,造一个一斤多的机匣要五斤多的钢材)。后来苏联人搞定了冲压技术,果断又回到了冲压的老路上。
冲压之外,就是焊接。
冲压造出来的是一个个零部件,要把这些零部件组装起来,就需要用焊接。
焊接这工作可不好做,这是真正的高技术工种。
根据 2022 年人社部公布数据," 焊工 " 排行人才短缺榜的第 15 位——作为一个熟练的焊工,年薪干到 10 万不成问题,如果运气好外加技术够硬,年薪几十万也正常。举个例子来说,国内某大型合资车厂的 " 焊装规划部 ",负责规划车辆生产的焊接工艺。国内的第一负责人是一位享受国务院特殊津贴的焊接专家,外商派来的工作人员也都是国外的焊接精锐或者资历深厚的老工程师。
由此可见,在 " 冲压 人工焊接 " 的时代,冲压件的品质、焊接工人的水平是汽车生产过程里的重要因素。
但很遗憾,这个阶段,咱们没有赶上时代的火车——新中国那时候刚刚完成了 " 一五计划 " 没多久,真的没实力去跟外国企业比拼这些东西。
1960 年以后,时代变了。焊接开始自动化了。
这局势对我们就更不友好了。
美国通用公司于 1961 年引入了世界上第一台用于汽车生产线的焊接机器人 Unimate。之后的十几年时间里,工业机器人开始急速发展:
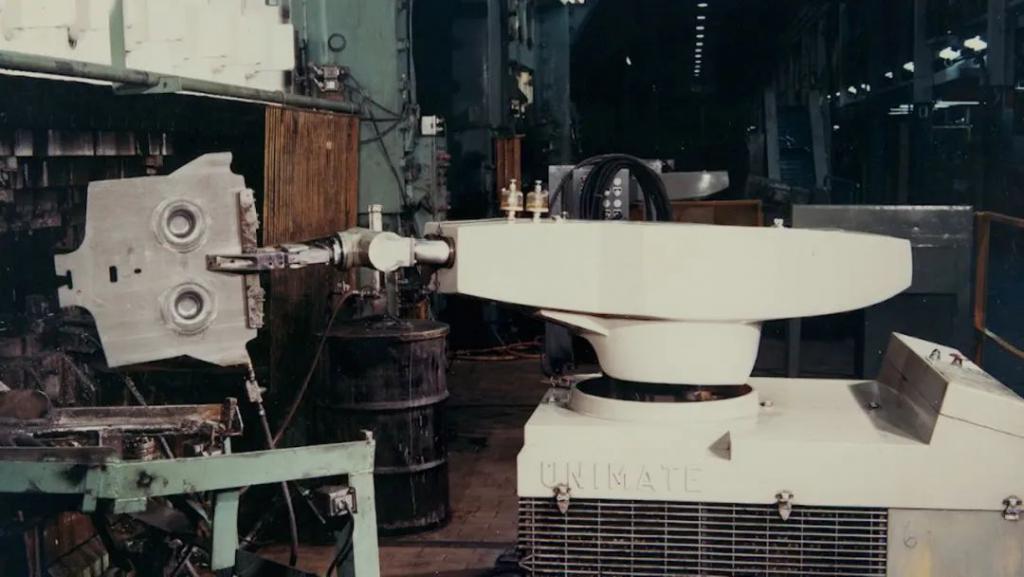
Unimate 机器人正在抓取汽车零件
1968 年,美国 Marvin Minsky 公司推出了拥有 12 个关节的机器人,可以通过计算机或者摇杆进行控制——虽然这款机器人本来是为了医学用途设计制造的,但它精巧的运动模式却启发了后面的工业机器人的发展。
次年,斯坦福大学就推出了所谓 "Standford Arm" 机器人,马上就赢得了美国产业界的广泛好评——这东西的样子已经和现在的工业机器人没什么太大区别了。
发明人 Victor David Scheinmann 和一台早期型号机器人
到了 70 年代,技术更加成熟了。麻省理工推出了 "Silver Arm" 机器人——单纯从外观来看,基本上可以说已经定义了后世工业机器人的统一设计。更关键的是,Silver Arm 里面内置了传感器和芯片——这就已经开始往智能制造的路上走了。
等到了 80 年代,工业机器人彻底开始百花齐放,迎来超高速发展。演化到了今天,结果就是一个年产 10 万台的汽车厂,如果只生产一种汽车,那么至少也需要 80 台焊接机器人。
但是,焊接机器人作为一种和汽车工业 " 同生共死 " 的产品,自然也是传统汽车强国的优势产业—— ABB、发那科、那智不二越、川崎重工、安川 …… 这些在市场上占据大份额的国际智能焊接机器人的巨头,基本都是来自欧洲、日本的品牌。
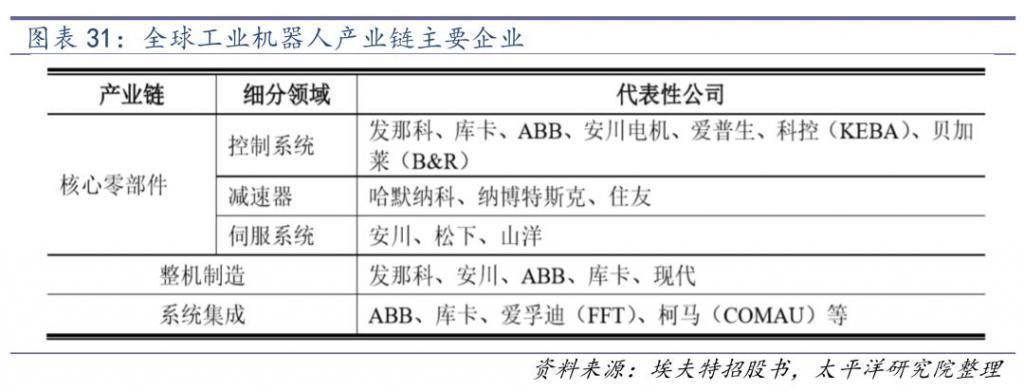
你说为什么欧洲和日本长期都是汽车工业的强国?人家在汽车这个产业上可不止只有丰田、本田、奔驰、宝马,人家还有 ABB 和川崎重工在后面撑着呢。
还是我们在《大国锁钥》之中提过的那个理论:
对于 2000 年以前就有的、产业链漫长的行业,中国企业的追赶压力是很大的——因为我们作为后发国家,需要跨越人家几十年积累的专利护城河。
更别提人家还特别喜欢抱团取暖:大众最喜欢 " 库卡 ",特斯拉就爱用 " 发那科 ",丰田和川崎那更是死死贴在一起,好到穿一条裤子。
你们这一个个捆绑成了利益共同体不带我玩儿,那我咋办呢?
02 挑战 " 焊接 " 的 " 压铸革命 "
很快,很快啊,转机就来了。 因为新能源浪潮起来了。 新能源浪潮其实并非 " 油改电 " 那么简单。 因为在新能源的时代,车厂面临着一个很有挑战性的环境:
市场上,消费者对汽车的需求是 " 大,更大,超级无敌大 "——中国的新能源汽车产品最开始还是传统的轿车,然后就开始造 SUV,现在又卷到了 MPV 商务车。
说真的,照这个趋势下去,我很害怕以后 " 全险半挂 " 成为家庭出行的新选择。

比亚迪已经出了混动 " 四米二战神 " 了年轻人的第一辆房车不远了
法规上,国六标准又要求汽车节能减排、车身减重。
一般来说,大车意味着排量更大的发动机和更大的重量。但现在,我们需要的是更大的车,但同时更小的重量和碳排放。
所以,解题的办法就变成了:用更环保的电动和混动去解决碳排放问题,用铝合金等更轻的材料去解决重量问题。
解题公式知道了,真到了做题的时候,麻烦又来了。
铝材本身的物理性质,是个大麻烦。
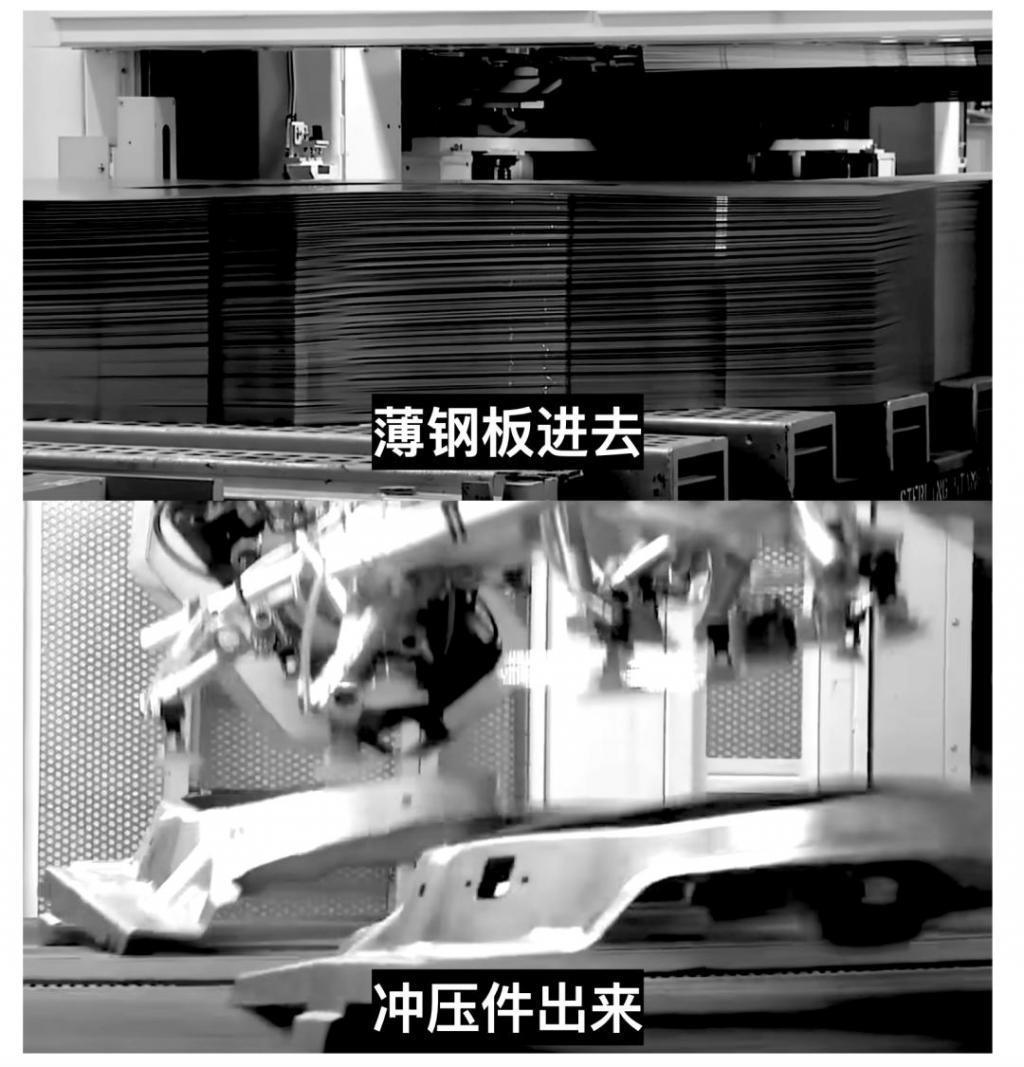
传统汽车,白车身上全是薄钢板冲压件,彼此之间用点焊进行连接,不论是焊接材料还是钢铁母材的强度都嘎嘎好,可以当成受力的结构件。

但换成铝合金就尴尬了,铝合金的熔点比钢材低得多,迫于减重,板子有不能太厚,如果你在铝板上搞点焊,结果可能就是直接穿透,而且铝合金那本就不高的强度在经过电焊高温后也会打折扣。
此外,薄铝板的强度也压根不能当受力的结构件来用,所以彼此之间往往采用铆钉、螺丝之类的冷链接或者干脆上黏合剂。
冲压、焊接,最重要的两个加工方式对车用铝合金零件都很尴尬。
当事情走到了这一步,就不能再用老办法了。
压铸技术,启动!
" 压铸技术 " 的原理其实并不复杂。某种意义上来说,街上那些买 " 鸡蛋仔 " 的小吃店用的也是压铸技术——用压力将液态物质注入模具,待冷却后形成特定的形状。

哪怕光看这句话,我们其实就能知道 " 压铸技术 " 的优越性了。因为注射进去的是液态金属,所以只要模具设计的够好,最后可以形成极其复杂的形状——去博物馆看看春秋战国时代的复杂青铜器就知道了,只要模具够精细,再复杂的形状都能给你铸出来——而且铝水的流动性比钢水实在好太多了。
放在现实生产中,人们只需要设计好一个总体的模具,然后用压铸机把铝水 duang 一声射进去,等到冷却开模后,我们就会得到一个完整的结构。
特斯拉把下车体总成的 370 个零件精简到 2-3 个压铸件的神奇操作,就是这么来的—— " 冲压 焊接 " 的模式下,几十个零件组成一个部件,用时至少 120 分钟,而且必须多个生产线并行运转。而在大型压铸机的作用下,90 秒就能搞定一个压铸件,每小时能造四十几个。
这效率,哪个车厂看了不眼红呢?
还有一个不能不说的是:
冲压件的制作过程中是有很多边角料的,而因为汽车结构复杂,不同冲压件用的钢材也不一样,这些边角料其实是无法统一回收重熔再利用。
但压铸就不一样了,压铸技术从头到尾都只用一种材料,哪怕是废件也可以回炉重新投胎——这经济性也拉满了。
所以,从汽车为了减重开始使用铝合金的那天起,压铸技术的大规模应用就成为了必然——不论是铝材的物理性质还是厂商的经营需要,只要你想用大型铝部件去造车,压铸机都是唯一可行的解。
03 又爱又恨的压铸技术
压铸技术好是真的好,但烦人的问题也是真的多。
压铸技术看着挺简单好用的,铝水灌进去等冷却就完事了。但实际上,比起冲压和焊接,压铸技术的难度其实更大。
归结起来,大的问题主要有两个:
第一,流动复杂。
第二,热胀冷缩。
给大家看一个高压铸造过程里的金属流液的流动分析图。
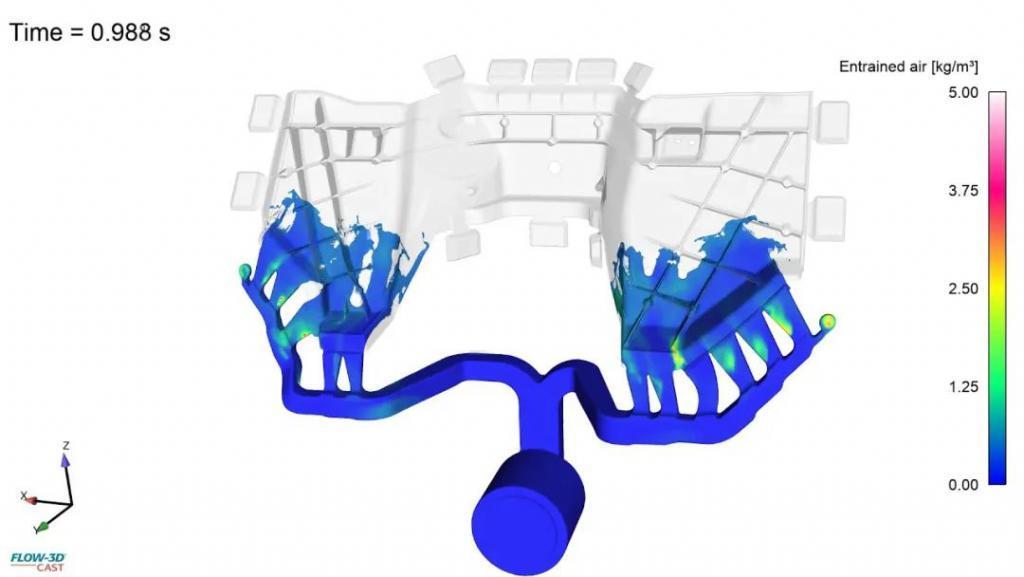
比起冲压件和焊接,这一管子高压铝水射进去之后的力学分析可就真的是要了老命了。
" 兵无常势,水无常形 ",每次高压注入的液体流动几乎都是随机的。而且你的结构越复杂,铝水灌进去之后填充的情况就越难预料。那么多曲里拐弯的流道,那么复杂的结构,你是没办法靠肉眼观测的——这,后期的探伤分析可就遭老罪咯。
超高压喷射的铝水会在密闭模具里激情震荡,然后在几十秒内迅速冷却。这个过程里,很可能就会形成一些你意想不到的结构,最终导致整个铝部件内在结构有各种各样的问题。
当然了,更别提杂质、气孔等等铸造界日常了。
除了,流动导致的复杂局面,热胀冷缩导致的形变也是制约铝合金一体化压铸的难题。
如果你压铸的是常规的铝材,那么这东西是不能直接用在车上的。和钢材一样,铝材也要做热处理,否则金属的强度、硬度等等机械性能就不达标——整个热处理大致的流程是:取出压铸件、剪掉边角料、固溶退火、淬火、时效硬化、最终进行加工。
这里面的退火、淬火、硬化 …… 都涉及到反复的加热和冷却。
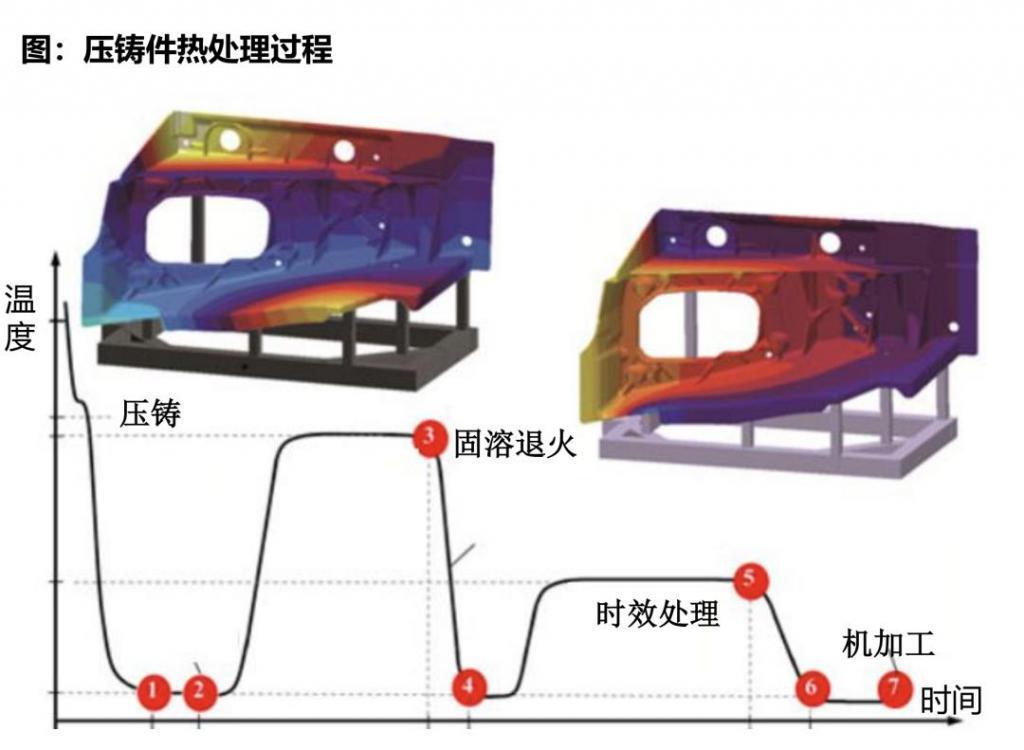
图片来源:东吴证券研报
嘿嘿,这么热胀冷缩来几次,你猜这铝部件最后的各种尺寸还能对得上不?
而且你的压铸件尺寸越大,变形也就越厉害,废品率直线上升——咱厂长的血压跟咱厂里的废品率是正相关的函数关系。
这么看,你 " 压铸 铝材 " 的组合就比不过人家 " 冲压 钢材 " 的搭档了——因为进入冲压工序前的钢板早就在钢厂做过热处理了,人家体态均匀、浑然一体,你切任何一块下去,性能肯定都一样,都可以直接用。
汽车部件是很讲究安全性的,你要如何让压铸铝合金部件的性能趋于标准统一,如何设计结构让铝材料部件有足够的机械性能?这都是必须回答的问题。
04 破局时刻
基于上述种种困难,我们也就能看出 " 一体化压铸 " 行业的几个主要技术壁垒。
第一,你需要有足够强力的压铸设备。高热的铝水被注射进模具后会产生向外撑开模具的力量,而且这个力量是随着压铸件的面积增加而增加的,你一体化铸造的部件尺寸越大,锁模力就必须越高,否则一旦压不住模具里的 " 高热猛兽 ",后果就严重了。
第二,你要有设计足够精巧的模具。这里的设计足够精巧并不单纯说是你能安排好各种机械设计结构。压铸行业里,因为模具是要长期反复被使用,模具自己就要有很强悍的耐磨耐腐蚀性能,而且模具在面对热胀冷缩和高温的时候也要有足够的抗性。与此同时,模具上还要安排好一些特殊的设计使得气体能够被排出或者及时进行补液对抗铸件的热胀冷缩。
第三,你要有特种合金。大尺寸的铝合金部件是不会允许你之后各种热胀冷缩搞热处理的,你必须开发一种 " 即铸即用 " 的免热特种合金,使得压铸后的铝合金部件就有满意的机械性能。
最后,虽然原理你都懂了,但执行起来往往是另一个故事。你需要不断打磨工艺,提高良品率,从而为企业节省成本——咱们的芯片厂,其实也整天都在忙活这些事。
面对着一体化压铸的 " 四座大山 ",
站在 2024 年初的时间节点上,我唯一的评价是:
中国,不愧是新能源汽车大国、新能源汽车强国。
因为以上四个难题,我们都突破了。
压铸机上,创业于 1979 年的力劲集团是全球压铸机领域的第一梯队,是特斯拉的御用压铸机供应商——这地位可比 " 发那科 " 尊贵多了。而在中国市场上,能提供大型压铸机企业可不仅仅只是力劲一家哦——这个行业早就卷的飞起来了。
2020 年这行业还在 6000 吨级锁模力的水平上呢,到了 2024 年,8000 吨锁模力已经只能说是起步,小米的 " 超级大压铸 " 已经干到 9000 吨了,现在大家基本也都在布局万吨级的压铸机了。

面对模具里激荡的 " 射流 ",我们也有全套的解决方案——以极氪汽车的一体化压铸为例,0.2 秒内就能完成一次冲型,顺便同时再做上千组数据的检测。

而且人家极氪对自家的产品也很有自信——拿出自家铸件和特斯拉对比,直言特斯拉的铸件在极氪这边根本都出不了厂。以极氪汽车为例:铝合金是极氪自己的,压铸机是力劲的,模具是宁波塞维达的——全是国产品牌。
当然,这个领域也有不少外商。只不过很可惜,不论从市场份额还是技术指标上,瑞士的布勒、日本的东至确实距离国内先进水平还有一定的距离。
今天我们就不逆袭了,换你们来了。
模具上,国内的企业也相当有面子——相比起压铸机,模具企业的知名度就要低很多了。但这并不影响中国企业的优秀,
6800 吨的一体化铝合金压铸结构件模具这都是老产品了,9000 吨以上的模具也已经交付,现在我们的模具厂商已经在攻关 12000 吨级别的模具了。
免热铝合金上,这就更有趣了。
这个领域里,车企非常活跃:小米、蔚来、比亚迪、长安、一汽 …… 等等车企都在积极研发自己的免热铝合金。
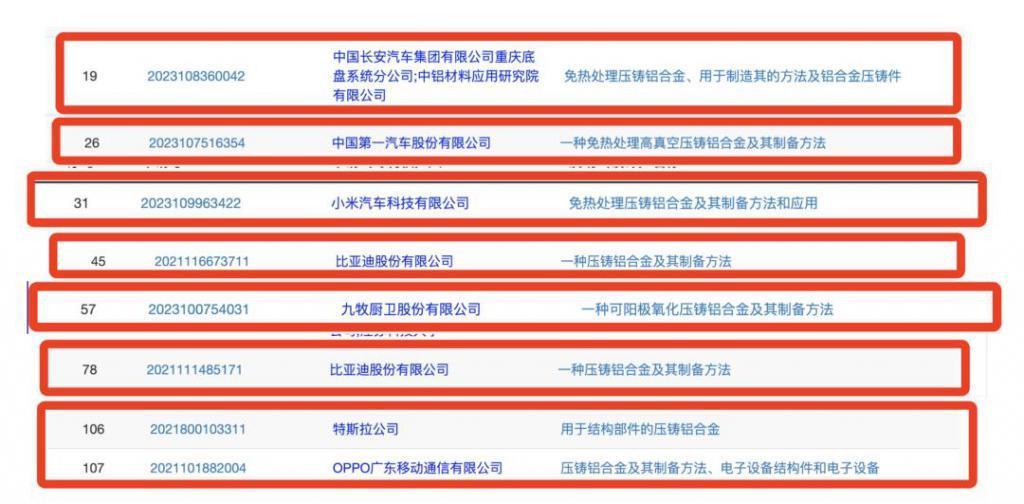
在查资料的过程里,我甚至发现做卫浴设备的九牧都在研发压铸铝合金了——这门类还真是齐全啊。
05 结尾
说实话,写到这里,我突然感觉有些 " 索然无味 "。因为现在回看 8 年前的那些规划、纲要,你会发现我们基本上就是一点点稳扎稳打走过来的。
没有什么奇葩的故事,没有什么惊险的剧情,更没有什么神奇的传说,整个流程就像是一个炒了二十年菜的老厨师在炒他最熟悉菜——用什么调料,切多大的块,什么时候调成小火,什么时候撒盐——这一切他早就已经烂熟于心了,都已经形成肌肉记忆了。
毕竟,作为一个历史、文化、记忆 5000 年超长待机、从未中断的民族,莫说是历时 8 年的布局规划,哪怕是 80 年的超长线计划似乎也不算什么——精卫填海、愚公移山、张骞出使西域、苏武北海牧羊、唐长老八十一难 ……
我们特别擅长且无比沉醉于这种饱含 " 锲而不舍 " 精神的长期主义浪漫。
甚至连这几年最火爆的科幻大片,讲的也是一个持续 100 代人的 " 流浪地球 " 计划。
" 认准目标,并坚持到底。"
这种事情在我们的无数个行业之中出现过无数次 ……
这么来看,一体化压铸技术的国产替代,好像也没什么大不了的。
不过就是一次平平无奇的 " 认准目标,并坚持到底 " 罢了。

用户对喜马拉雅的“一台设备一充值”的抱怨引发了网友的吐槽,认为这是一种花式割韭菜行为。
科技热搜 喜马拉雅 天猫精灵 手表 设备 韭菜 新闻 资讯 直播 视频 美图 社区 本地 热点 2023-08-07

“遥遥领先”,一个华为热梗的走红
科技热搜 华为 芯片 余承东 华为mate 雷蒙 新闻 资讯 直播 视频 美图 社区 本地 热点 2023-09-29

华为 Mate 60 Pro DXOMARK 影像测试结果出炉:总分157,位列排行榜第 1 名
科技热搜 华为mate google pixel oppo find x iphone 新闻 资讯 直播 视频 美图 社区 本地 热点 2023-11-17

《繁花》:A先生最后一集终于露脸,为何是宝总的模样?
娱乐热点 导演 a股 李产 股市 陈真 新闻 资讯 直播 视频 美图 社区 本地 热点 2024-01-18

韩国女团大尺度造型惹争议,穿着令人费解,成员还有中国人
娱乐热点 造型 韩国 尺度 中国人 穿着 新闻 资讯 直播 视频 美图 社区 本地 热点 2024-02-04
 曾被卖出19万美元高价!这台初代iPhone太猛了
曾被卖出19万美元高价!这台初代iPhone太猛了
热门赛事

苹果首次允许欧盟用户从网站安装应用/雷军称对汽车价格战做好准备/微博上线热搜投诉入口
科技热搜 2024-03-13
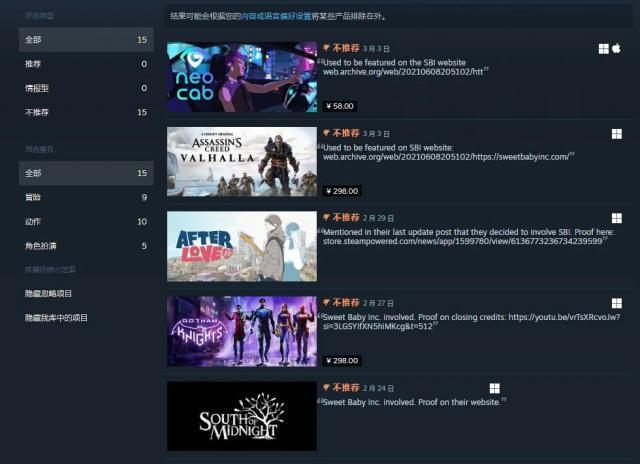
在游戏里搞政治正确的幕后黑手,快被外国网友冲烂了。
科技热搜 2024-03-13
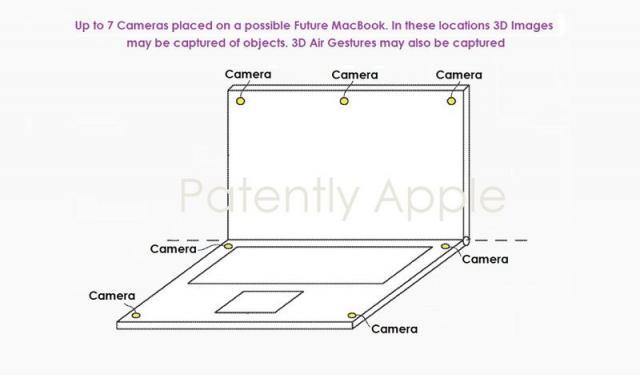
苹果 MacBook 新专利获批:可录制3D 图像/视频、追踪空中手势
科技热搜 2024-03-13

芯片代工营收排行榜公布:台积电独占六成,狂揽近200亿美元
科技热搜 2024-03-13
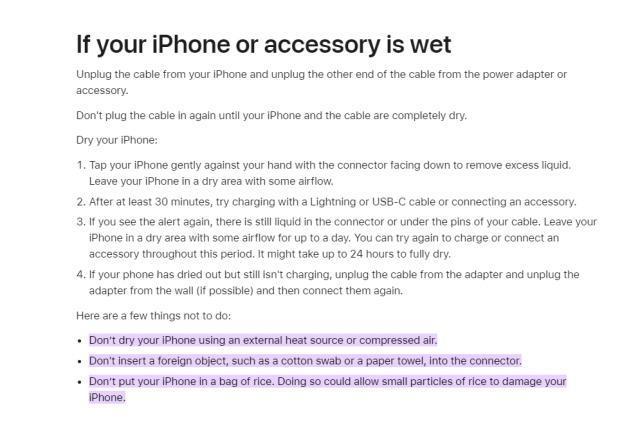
手机进水放米缸?苹果说这招没用。
科技热搜 2024-03-13

TikTok以“美式”反击“美式”
科技热搜 2024-03-13
消息称暴雪国服回归将在一个月内官宣,网易雷火营销/互娱运营
科技热搜 2024-03-13
从“放生”农夫山泉开始,这事算是彻底成互联网闹剧了。
科技热搜 2024-03-13
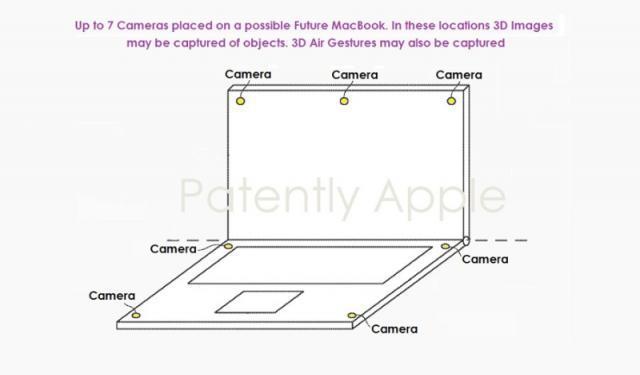
苹果获得适用于折叠设备和MacBook的摄像头系统专利
科技热搜 2024-03-13

消息称现代汽车将研发5纳米车用半导体,有望由三星、台积电代工
科技热搜 2024-03-13